
 |
> Подскажите глубину дефектного слоя... | |
Подскажите глубину дефектного слоя... |
||

|
|
||
| | Правила | Регистрация | Пользователи | Сообщения за день | | Поиск | | Справка по форуму | Файлообменник | |
|
|||||||
 |
| Поиск в этой теме |
 20.11.2007, 18:07
20.11.2007, 18:07
|
#1 | |
|
Подскажите глубину дефектного слоя...
Guest
Студент
Москва
Регистрация: 01.07.2007
Сообщений: 2
|
||
|
Просмотров: 14657
|
||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
 |
Цитата:
 Тоже самое для дефектного слоя - от 100 мкм при обдирке до 15 мкм при чистовом фрезеровании... |
|||

|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
 |
Цитата:
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I |
|||
|
|
|
||||
|
Сообщений: n/a
|
Я ни как не сооброжу.Помогите разобраться.
Припуск имеет значение к примеру 2Zmax=1500мкм-это припуск на диаметр.Когда по таблице выбираю глубину резания например для чистовой обработки t=300мкм,не означаетли это Zmax-t(разница)? Добавлено Коряво сформулировал. Равняетсяли остаточный припуск разнице Zmax-t? Последний раз редактировалось Владимир Егорьев, 25.05.2010 в 21:07. |
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
 В смысле Zmax=t? Нет. Вернее не всегда. Если у тебя припуск на сторону 750 мкм, а глубина резания -300 мкм, значит, что тебе нужно 3 прохода для удаления припуска. |
|||
|
|
|
||||
|
Сообщений: n/a
|
Диплом
 Кризис однако. См.предыдущ.Добавил. |
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
|
|||
|
|
|
||||
|
Сообщений: n/a
|
Посмотрел.Увидел у себя недочёты,да что там скромнячать,грубые ошибки,но в твоём расчёте мне так и не стало понятным почему ты столбец со значениями 2Zmax/min подитоживаешь ни как сумма2Z,а суммаZ?
|
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
|
|||
|
|
|
||||
|
Сообщений: n/a
|
По поводу значений сумарных пространственных отклонений (дельтасумма).
В твоём файле погрешность вычисляется по стадиям обработки с соответствующими коэффициентами.Где ты брал эти коэффициенты?Если есть возможность сказать точно по литературе-то назови автора,в противном случае не накидывай. |
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
|
|||
|
|
|
||||
|
Сообщений: n/a
|
Есть.Кого только нет.
Мне не понятно (если можешь поясни): Куi- коэффициент уточнения после выполнения i-гo перехода-не могу найти ни где Исправлено Последний раз редактировалось Владимир Егорьев, 26.05.2010 в 18:12. |
|||
|
||||
|
Регистрация: 08.03.2010
Сообщений: 1,048
|
Цитата:
и верно ли я понял что для Д110к6 заготовка будет Д133? |
|||
|
|
|
|||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
Цитата:
Цитата:
Цитата:
|
||||
|
|
|
||||
|
Сообщений: n/a
|
Всё-разобрался.
Косилова,Горбацевич,Малов,Барановский,Мосталыгин. Может просмотрел,но вот таблицу нашёл. Спасибо |
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
Цитата:
|
|||
|
|
|
||||
|
Регистрация: 08.03.2010
Сообщений: 1,048
|
Цитата:
Цитата:
 |
|||
|
|
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
|
|||
|
|
|
|||||
|
Регистрация: 08.03.2010
Сообщений: 1,048
|
это вроде обсудили
Цитата:
Цитата:
Цитата:
Цитата:
|
||||
|
|
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
А расчетные размеры припусков все равно считать пришлось. Цитата:
|
|||
|
|
|
||||
|
Сообщений: n/a
|
Солидворкер
Есть деталь в которой растачиваем отверстие.Как определить отклонение расположения поверхности-что брать за составляющие отклонений? Есть расположение отверстия относительно тех.баз-как японимаю это смещение отверстия; и перекос отверстия-как я понимаю это отклонение от прямолинейности.Или я не прав?  мрак какой-то.Куча формул,как они выведены-ну просто не понятно. мрак какой-то.Куча формул,как они выведены-ну просто не понятно.В таблицах вообще даны интервалы.УЖАС. Терминологию не понимаю.ПЕРЕКОС отверстия-у меня на руках ЕСДП СЭВ-я не нашёл в ней такого определения. У Косиловой в справочнике значение корабления для литья в кокиль в таблице прочерк стоит-что это означает?Если означает это что параметры не нормализуются,тогда что брать в качестве отклонения от плоскостности (коробление) корпусных деталей? У Горбацевича есть информация по короблению,но даны интервалы от 0.7 до 1 для корпусов.Как выбрать значение? Последний раз редактировалось Владимир Егорьев, 27.05.2010 в 18:20. |
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Владимир Егорьев, если время терпит, то постараюсь на выходных разобраться, сейчас времени нет абсолютно. Или диплом горит? Когда защита?
|
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
Вот на этом рисунке обрабатываемая поверхность может быть задана от трех разных баз А,Б и В. так вот от поверхностей А это соосность и паралельность, для поверхности В это только соосность, а от поверхности Б это перпендикулярность. Слово перекос этот термин определяет скорее положение детали в сборке, но не отклонение от базы. теперь что касается нижеприведенной таблицы, то о ней чуть позже, а то сейчас я на работе и недосуг. Извиняйте
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 28.05.2010 в 11:33. |
|||
|
|
|
||||
|
Сообщений: n/a
|
Солидворкер и T-Yoke
Спасибо огромное. Всё что требуется нашёл и определил.Не знаю на сколько правильно,но дело двигается. Единственное не знаю как определить погрешность установки (эпсилон) в зависимости от обработки (стадии)? T-Yoke Перпендикулярность-.то есть перекос? Добавлено Последний раз редактировалось Владимир Егорьев, 28.05.2010 в 16:09. |
|||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
Неперпендикулярность, (непаралельность), несоосность, контроллируемой поверхности относительно базы, а также смещение контролируемой поверхности относительно номинального положения. При этом другие виды отклонений могут быть в норме. Например диаметр или форма обрабатываемого отверстия может быть в пределах допуска, но деталь все равно забракована из-за смещения оси. А в сборке все входящие детали могут быть выполнены с размерами и отклонения форм в пределах допусков, но все равно появился перекос из-за неправильной сборки (что называется "кривые руки")
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 29.05.2010 в 09:20. |
|||
|
|
|
||||
|
Сообщений: n/a
|
В #21 в таблице что подразумевается под перекосом отверстий? |
|||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
в следствии неперпендикулярности (непаралельности), не соосности и отклонения формы.
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I |
|||
|
|
|
||||
|
Сообщений: n/a
|
Цитата:
В данном случае это прниципиально. Когда я выбираю глубину резания-то мне необходимо рассматривать припуск для глубины резания.Ведь 2Zmin/max-это припуск на диаметр. Т.е. что я хочу понять-глубина резания-это есть припуск на радиус?! |
|||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I |
|||
|
|
|
||||
|
Сообщений: n/a
|
По таблицам определил Vм/мин.Как определить соответствующее число Vм/мин для конкретного станка?
|
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
Берешь паспортное n, фактический диаметр обработки и получаешь свою действительную скорость резания. |
|||
|
|
|
||||
|
Сообщений: n/a
|
Солидворкер
Изменено. Поясни эту формулу.Что такое скорость резания?Как она физически зависит от оборотов? Последний раз редактировалось Владимир Егорьев, 01.06.2010 в 14:19. |
|||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
 Вы НЕПРАВИЛЬНО понимаете Линейная скорость это относительная линейная скорость в зоне контакта режущей кромки инструмента и детали, и приведенная формула как раз это и определяет для токарной обработки.V=Pi*d*n/1000 а перемещение суппорта станка даст вам подачу либо минутную либо подачу на оборот вращения детали в зависимости от того как вы её считаете  На приведнном рисунке максимальная скорость резания будет в точке С
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 01.06.2010 в 14:23. |
|||
|
|
|
||||
|
Сообщений: n/a
|
Т.е эта формула показывает-сколько будет обработано метров повнрхности детали в минуту заданного диаметра при номинальных оборотах самой детали (шпинделя) и при соответствующей подаче?!Т.е. как бы производительность?!
|
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
"Сколько метров будет обработано" -это как раз подача и есть. А производительность -это сколько металла будет сниматься -т.е. произведение подачи на глубину резания. |
|||
|
|
|
||||
|
Регистрация: 08.03.2010
Сообщений: 1,048
|
нелегко преподам с форума сдавать экзамен студенту
|
|||
|
|
|
||||
|
Сообщений: n/a
|
Солидворкер
Я честное пионерское не понимаю. Причём здесь тогда скорость вращения детали и скорость перемещения резца (скорость резания). На каком основании должен перемещаться резец относительно детали D50мм вращающейся со скорость 1000 об/мин со скоростью V=157м/мин?А если я хочу чтобы он перемещался со скорость 10м/мин при теже самых 1000 оборотов детали. |
|||
|
||||
|
Конструктор, инженер-механик на пенсии Регистрация: 03.10.2003
Новосибирск
Сообщений: 6,953
|
Цитата:
|
|||
|
|
|
||||
|
Сообщений: n/a
|
ТАК я и хочу услышать-что это кинематика станка обеспечивает такие вещи?
|
|||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
 Или я ошибаюсь? Или я ошибаюсь?
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I |
|||
|
|
|
||||
|
Сообщений: n/a
|
Не было.Я #32 поменял.
|
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
Цитата:
Представь, что у тебя d=1 м, n=100 об/мин. За одну минуту у тебя произвольная точка на этом диаметре проделает путь относительно резца (забудь пока про подачу! считай, что болванка просто крутится около неподвижного резца.) Pi*1000*100=314000 мм или 314 м. Значит, твоя скорость резания будет 314 м/мин. |
|||
|
|
|
||||
|
Сообщений: n/a
|
Донесли.
Получается здесь подача инструмента роли не играет. |
|||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I |
|||
|
|
|
||||
|
Сообщений: n/a
|
Есть какой-нибудь эскиз с указаниями обозначений параметров резца:задний угол,передний угол,ширина фаски вдоль главного режущего лезвия ну и т.д.
|
|||
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,297
|
|
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,830
|
Цитата:
ГОСТ 18882-73 Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры 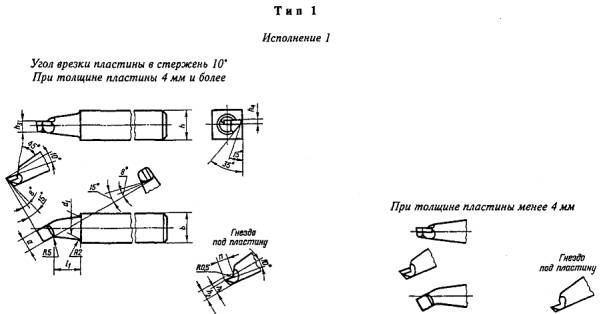
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I |
|||
|
|
|
|
|
|
 Похожие темы
Похожие темы
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| Изменение цыета слоя в нескольких файлах | elena_din | AutoCAD | 16 | 01.12.2017 13:50 |
| Подскажите профи | Elena | AutoCAD | 17 | 25.11.2004 12:03 |

