
 |
> Хочу изготовить прокатный станок для раскатки круга в полосу. | |
Хочу изготовить прокатный станок для раскатки круга в полосу. |
||

|
|
||
| | Правила | Регистрация | Пользователи | Сообщения за день | | Поиск | | Справка по форуму | Файлообменник | |
|
|||||||
 |
| Поиск в этой теме |
 12.11.2009, 07:05
12.11.2009, 07:05
|
#1 | |
|
Хочу изготовить прокатный станок для раскатки круга в полосу.
Регистрация: 12.11.2009
Сообщений: 6
|
||
|
Просмотров: 12705
|
||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,527
 |
А стандартный прокатный стан с переменными валками вы не хотите использовать за основу?
Впрочем главное вы не написали, о каких объемах идет речь, в данной ситуации, это принципиально влияет на облик вашего оборудования! Может вы вагонами прутки в полосу перегонять собрались. А если у вас пара прутов в год, то это и деревенский кузнец справится. 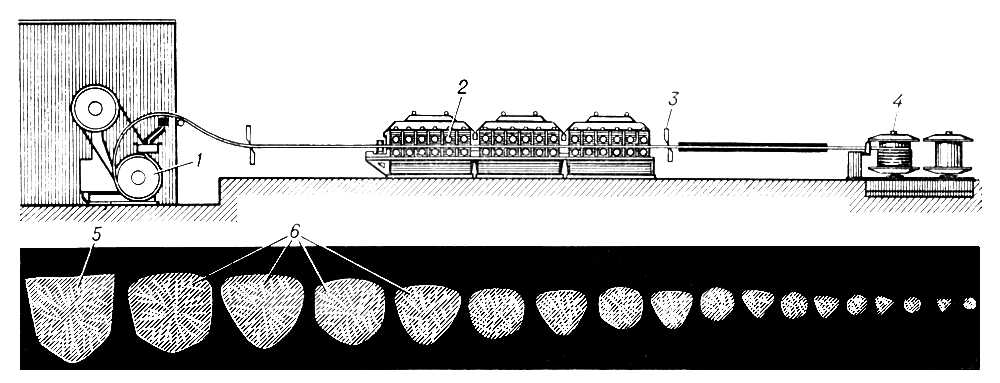 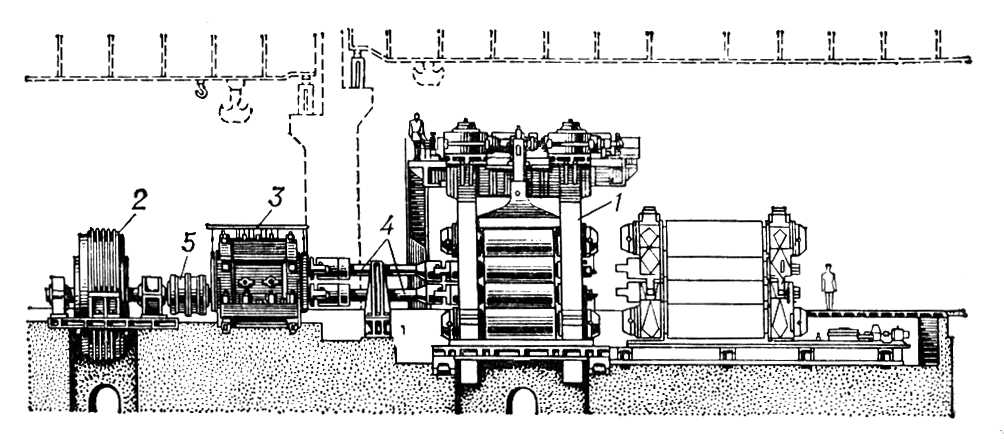  
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 12.11.2009 в 07:36. |
|||

|
|
||||
|
Регистрация: 12.11.2009
Сообщений: 6
|
Стандартный не осилю по средствам Хотя если есть с производительностью до 5 тн в сутки то можно попробовать. Посоветуйте модель.
|
|||
|
|
|
||||
|
люблю мастерить Регистрация: 21.01.2005
Челябинск
Сообщений: 9,914
|
 А вы хотя бы немного представляете скорость прокатки металла? А то дурные люди какието клети мелкосортные городят, промежуточные подогревательные печи... Он у вас элементарно в валках застынет - 1200 градусов для такой тонкой полосы мгновенно уйдут в валок при небольшой скорости, а скорость достигается только объемом заготовки - посему трехтонный бунт мгновенно разматывающийся будет в аккурат =) А вы хотя бы немного представляете скорость прокатки металла? А то дурные люди какието клети мелкосортные городят, промежуточные подогревательные печи... Он у вас элементарно в валках застынет - 1200 градусов для такой тонкой полосы мгновенно уйдут в валок при небольшой скорости, а скорость достигается только объемом заготовки - посему трехтонный бунт мгновенно разматывающийся будет в аккурат =)Ну и глуппый вопрос: а диаметр прутка? А то такая фигня есть как уширение при прокатке, может и не выйти ведь. С уважением, бывший прокатчик |
|||
|
|
|
||||
|
Регистрация: 12.11.2009
Сообщений: 6
|
Вот я и прошу посоветовать литературу для того чтобы все просчитать, включая диаметр круга.
|
|||
|
|
|
||||
|
люблю мастерить Регистрация: 21.01.2005
Челябинск
Сообщений: 9,914
|
Ну ладно, прикинем на пальцах. Данный прокатный стан явно не будет оборудован трайб-аппаратом (механизма сующая штуку в валки), значит угол захвата не выше 10градусов. стан явно на блюминг походить не будет, значит валок миллиметров 150-200 будет, а уширение металла взять круг меньше 40-50 пожалуй не позволит. Значит из условий захвата на таких валках можно снять не свыше 2мм (50-5)/2=22 прохода. Ну ладно, возьмем валки потолще - будет 20 проходов. Вы готовы поставить 20 клетей? (или как это делается в классике - многоручьевой валок и ловкого мужика со здоровыми клещами и стан "трио"), а если у вас будет всего одна клеть, то вы будете готовы подогревать металл между прокатками?
хотите чтобы клеть за раз осадила металл на 10мм? Да ничего сложного - диаметр валка правда будет около 600мм, а движок мне по пояс  Книга пожалуй на память приходит из ходовых "металлургические машины и оборудование" третий том, а так чегонить из теории прокатки, подобного много... В общем ИМХО поставить _горячий_ прокатный стан это не для самодельщиков. Вот насчет холодной прокатки это еще можно было бы подумать. P.S. для вашего случая пожалуй лучше бы выглядел стан прокатки-ковки |
|||
|
|
|
||||
|
Конструктор Регистрация: 16.01.2006
Москва
Сообщений: 68
|
По технике вопрос понятный, а вот с точки зрения экономики несовсем. Полоса сейчас продается или изготавливается на заказ. Изготовленная своими силами на полукустарном оборудовании она будет в разы дороже покупной, которая стоит так же как и пруток.
Если нужна полоса именно как длинномер, то лучше покупать на фирмах, торгующих прокатом. Если эта полоса является заготовкой, а количество таково, что бежать за полосой накладно или просто столько не продадут, то лучше получать заготовку ковкой в штампах с открытым ручьем. |
|||
|
|
|
||||
|
Регистрация: 12.11.2009
Сообщений: 6
|
Да, разочаровали мы меня. И не только вы, а еще и книжки умные. А мне уже и прокатный стан предложили. Валки Ф 380 мм дл бочки 160 мм, Усилие 40 тс Двиг 160 кВт. С экономикой все просто. Очень много предложений кругов из резерва или с хранения. Дешево. Полосу не предлагают. Да и полоса всетаки идет дороже круга. Вот думал и накатаем из круга. Нужна заготовка весом от 100 до 500 грамм. Разная. Боковая щечка приводной или тяговой цепи. Про ковку с прошивкой отверстий слышал, Может правда попробовать изучить вопрос Советуйте.
|
|||
|
|
|
||||
|
люблю мастерить Регистрация: 21.01.2005
Челябинск
Сообщений: 9,914
|
Лучше мы тебя разочаруем чем практика
а то поставишь эту клеть, убедишься что прокат вылетает из нее со скоростью пули и первые три метра смело уходят в брак и проклянешь тот день когда все это затеял. Ковка и вправду звучит более реально для данной работы. |
|||
|
|
|
||||
|
Конструктор Регистрация: 16.01.2006
Москва
Сообщений: 68
|
Сейчас доканаем, а потом еще посоветуем.
Если делали расчет на прокатку полосы исходя из сечения прутка, то это одно из самых распространенных заблуждений. Из круга сечением 100 кв мм никогда полоса с такой же площадью сечения не получится. В лучшем случае половина. Иначе листовой прокат невозможно было бы делать. Получалась бы не рулонная сталь, а блины. Полоса когда идет в валки, то заходный угол старается отбросить металл назад. Поверхностные слои еще удерживаются за счет сил трения, а внутренние расползаются. Понятно, что ползти они будут преимущественно назад. Если ковать в штампе, то маталл расходится равномерно в стороны, пока где то не упрется. Так что здесь тоже сечение будет меньше исходного, но не так заметно, как при прокатке. Ковать надо сначала свободной ковкой доводя до прямоугольного сечения с соотношением сторон 1:2.5. Больше в свободную плющить не стоит. Начнет появляться сабельность, а поправить не получится. Бить по торцам при ширине в 2.5 раза больше толщины нельзя. Будет потеря устойчивости. Надо дочеканить в штампе с открытым ручьем. Вершняя половина гладкая, а в нижней паз по форме полосы. На одном штампе можно сделать несколько ручьев разного сечения для проковавания разных полос. Так будет дешевле. Только нижнюю половину надо выставлять так, что бы нужный ручей был по оси молота. Пойдем еще дальше. Предположу, что щечка щепи весом от 100 до 500 гр будет иметь толшину от 3 до 6 мм. при таком раскладе совсем незачем делать полосу и резать ее на части, а потом фрезеровать по круги и еще в добавок пробивать или сверлить отверстия. Я бы предпочел получать заготовки из листа путем плазменной резки. Минимум оходов и практически готовая деталь (только галтовка и отверстия разделать) за сущие копейки. |
|||
|
|
|
||||
|
люблю мастерить Регистрация: 21.01.2005
Челябинск
Сообщений: 9,914
|
Дык тут ситуация то другая: человеку охота утилизировать "халявный" металл
|
|||
|
|
|
||||
|
Регистрация: 12.11.2009
Сообщений: 6
|
Да, захочешь тут утилизировать. Два года назад сложилась ситуация: Для приводной цепи с шагом 50,8 мм ( 1Н50,8 ) при нашей технологии небходим металл на сумму 400 р (ст 35Г2 холоднокатаная щечки, 50ХФА хол. валик, ст20Х и 35Г2 хол. круги для втулки и ролика) с условием необходимого качества. А Китай в то время предлагал эту же цепь, готовую, по 12 американских р (в Китае ) т.е. ок 270 р. ( все сталь 45) качество не то, но на цену клюнули процентов 90 потребителей. Сейчас качество китайской стало получше, цена подороже, бакс немного поднялся. По нашим технологиям ок 40% металла уходит в отходы. Сталь в Ижевске растет в цене неск раз в год. Полоса сейчас около 50 р/кг + транспорт. Берем горячекатаную сталь, увеличиаются расходы на инструмент, значительно возр отходы из-за брака, возрастает риск рекламаций.
Резать плазмой щечки пробовали. наша толщина чаще всего 5-10мм. проблема в краях отверстий. Допуск на диаметр +-0,1мм (тупо) достигается разверткой., но края после резки имеют твердость 40-50 HRC + много не снимешь а зазор бывает оч большой. Отжигать - проблема, э/эн у нас 4.25 р/кВт ( Барнаул), потом еще закаливать и отпускать. Готов выслушать любые (включая бредовые) идеи по технологии изготовления щечек. Сейчас рубка затем пробивка на штампе. |
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,527
|
Прочувствовал я вашу проблему, да и когда-то сотрудничали мы с барнаульским заводом цепей, нормальный деловой контакт был.
Так вот, по сути ваших проблем. Учитывая что требования по толщине заготовок ваших пластин для цепей высокие, то я бы сразу рекомендовал не связываться с прокаткой и перегоном прутка в полосу. Точности нужной, в домашних условиях что называется, можете не получить, а денег вбухаете немеряно. А по поводу техпроцеса изготовления "щечек" цепей, кроме точной штамповки вас мало что устроит, любые другие процессы будут требовать доработки посадочных поверхностей (края отверстий) Хоть плазма, хоть лазер, хоть сверловка. Что бы не заниматься полосой, попробуйте обсчитать вариант штамповки из листа на дыропробивном прессе с ЧПУ.  Или даже комбинированном варианте, отверстия штамповать, а наружный контур резать на лазере, есть такие прессы с комбинированным инструментом на одной станине. Лазерный комплекс, дыропробивной координатный пресс AMADA. AMADA только для примера, поскольку AMADA одна из самых дорогих фирм, но оно того стоит.  Вам понадобится всего пара комплектов пуансон - матрица на каждый новый размер пластин. Универсальный для отверстий, (их можно заказывать много), так как они задают точность ваших отверстий и специальный - для наружного контура пластины Хотя можно обойтись и набором универсальных инструментов, обходящих пластину по контуру за несколько ударов. Учитывая ваши объемы лучше сразу заказать у производителя прессов все необходимые комплекты пуансонов и матриц на нужные типоразмеры цепей. Лист у вас не толстый, а до 6 мм пресс с ЧПУ работает как часы. Зато вы убираете всю это гемороистику с прутками и полосами, работате тольско с листом нужной толщины. Правильный раскрой поможет повысить КИМ ( коэф. использования материала).
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 02.01.2010 в 14:20. |
|||
|
|
|
||||
|
Регистрация: 30.12.2009
Сообщений: 19
|
Цитата:
|
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,527
|
Цитата:
 ?!!! ?!!!На гильотине надеюсь не контур цепных щечек собираетесь "рубать"? А в двухшпндельном имеется ввиду отверстия в звене цепи сделать что ли? Что-то я не встречал подобных станков, со столь близким расположением шпинделей (равным шагу цепи), позволяющих так отверстия сделать. Или я не неправильно вас понял? Уточните пожалуйста ваш вариант технологии с гильотиной и двух-шпиндельным станком для цепей с приведенными ниже в таблице размерами шага цепи t и диаметром отверстия под ось ролика цепи d1 а то, что-то мне сердце вещует, что вы предлагаете лишнюю операцию ввести и деньги потратить на дополнительное оборудование, делающее из большого листа лист поменьше, вместо того что бы сразу готовые детали давать и не тратиться на перекладывание полуфабрикатов.
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 31.12.2009 в 00:10. |
|||
|
|
|
||||
|
Регистрация: 30.12.2009
Сообщений: 19
|
в сообщении "михаил055" щечка цепи от 100 до 500грамм-это во-первых, а во-вторых я имел в виду заготовки, которые из кругляка собираются катать, ковать и проч., а ваши стандартные цепи дешевле готовые купить
|
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,527
|
Цитата:
Цитата:

__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 01.01.2010 в 19:09. |
|||
|
|
|
||||
|
Шабашник Регистрация: 11.12.2009
Омск
Сообщений: 140
|
Привет. Попробуйте согнуть пруток восьмёркой, так чтобы концы остались в середине, сварите их кузнечным способом, и протяните до нужной толщины.
__________________
С уважением Ваш... |
|||
|
|
|
||||
|
Регистрация: 05.03.2009
Украина, Запорожье
Сообщений: 606
|
Цитата:
По мне, в данном случае самым разумным будет имеющийся прут реализовать как прут как таковой, или как чермет. А на полученные средства закупить лист(полосу)-заготовку для щечек. |
|||
|
|
|
||||
|
Регистрация: 30.12.2009
Сообщений: 19
|
Цитата:
 |
|||
|
|
|
|
|
|
 Похожие темы
Похожие темы
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| Вопросы по работе системы RuCAD | Олег К. | Прочее. Программное обеспечение | 142 | 17.09.2019 05:06 |
| Бетоны для гидротехнических сооружений | Egor_II | Железобетонные конструкции | 9 | 03.02.2016 11:06 |
| Сейсмозащита и сейсмоизоляция существующих, построенных зд. | IANationalInformAgentstvo | Прочее. Архитектура и строительство | 216 | 20.01.2015 16:51 |
| Предложения по расчетным моделям сооружений | aldt | Расчетные программы | 8 | 06.07.2009 17:53 |
| Юмор 2007 | Огурец | Разное | 1172 | 29.12.2007 11:16 |


