
 |
> Маршрут обработки сверла и фрезы | |
Маршрут обработки сверла и фрезы |
||

|
Реклама i
|
||
| | Правила | Регистрация | Пользователи | Сообщения за день | | Поиск | | Справка по форуму | Файлообменник | |
|
|||||||
 |
| Поиск в этой теме |
 09.10.2010, 21:43
09.10.2010, 21:43
|
#1 | |
|
Маршрут обработки сверла и фрезы
Регистрация: 09.10.2010
Сообщений: 6
|
||
|
Просмотров: 4353
|
||
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,790
 |
Цитата:
Похоже что делается дисковая фреза (пила) с острозаточенным (незатылованным) зубом. Коротковат конечно маршрут для полного изготовления, (не видно как делается заготовка диска, нет термобработки, защитных покрытий, рихтовки, маркировки, контрольных операций), но в принципе сгодится, если считать что это всего лишь часть операций. 
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 24.10.2010 в 12:11. |
|||

|
|
||||
|
Регистрация: 09.10.2010
Сообщений: 6
|
Спасибо. МК-маршрутная карта.
Мне нужны осн.операции, где используются режущие инструменты, т.е без ТО, рихтовки, маркировки. А как сделать зубья затылованными? Тоже заточить? Последний раз редактировалось Dion, 09.10.2010 в 22:51. |
|||
|
|
|
||||
|
Moderator
Конструктор (машиностроение) Регистрация: 23.10.2006
Россия
Сообщений: 23,283
 |
Цитата:
|
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,790
|
Цитата:
Затылование на дисковых пилах обычно не используется, смысла большого нет, для этого специальные затоловальные станки нужны. Это применяется там где профиль зуба сложный, и переточка затылованых зубьев ведется только по передней поверхности, а для отрезных дисковых пил, профиль зуба простой и можно затачивать обрабатывая и переднюю и заднюю поверхность. вот два рисунка с фрезами. Слева фрезы, у которых зуб не затылован, а справа затылован.  Думаю понятно, что фреза с затылованным зубом будет работать дольше, потому что зуб можно перетачивать большее количество раз, чем с острозаточенным зубом. Думаю понятно, что фреза с затылованным зубом будет работать дольше, потому что зуб можно перетачивать большее количество раз, чем с острозаточенным зубом.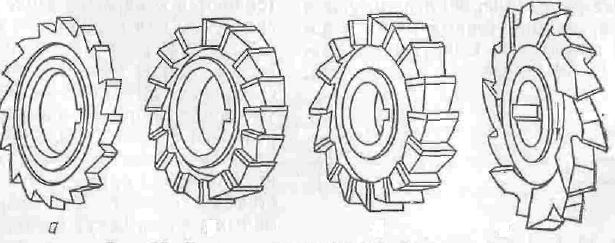 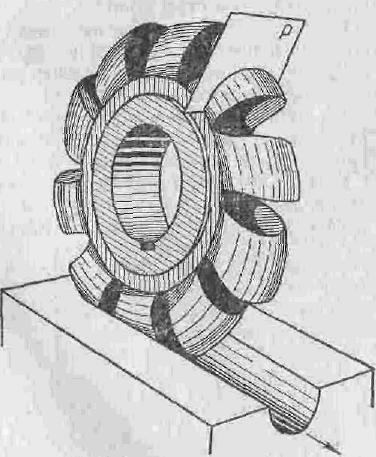
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 24.10.2010 в 12:18. |
|||
|
|
|
||||
|
Регистрация: 09.10.2010
Сообщений: 6
|
 у меня с незатылованным зубом у меня с незатылованным зубом  |
|||
|
|
|
||||
|
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist Регистрация: 29.11.2004
Где-то около Москвы
Сообщений: 16,790
|
Теперь про сверло
Что-то я в вашей терминологии споткнулся. Если свариваются две части (возможно хвостовик и режущая часть в стык), то при чем тут припой, если же вы режущие пластины припаиваете, то это операция пайка, а не сварка. И после сварки перед вышлифовкой стружечных канавок, неплохо было бы наружную часть проточить, да и перед термичкой начерно и после термички начисто. А поскольку похоже сверло у вас инструмент не строительный, а машиностроительный, то без шлифовки хвостовика вы точно не обойдетесь. 
__________________
«Артиллерия не токмо грохот, но и наука!» Пётр I Последний раз редактировалось T-Yoke, 09.10.2010 в 23:18. |
|||
|
|
|
||||
|
Регистрация: 09.10.2010
Сообщений: 6
|
Эмм..точно.) это я перестаралась, когда искала способы изготовления )) МК дополнила )
Последний раз редактировалось Dion, 09.10.2010 в 23:30. |
|||
|
|
|
|
|
|
 Похожие темы
Похожие темы
|
||||
| Тема | Автор | Раздел | Ответов | Последнее сообщение |
| Сверла по металлу какого производителя покупать? | Winny_the_Pooh | Машиностроение | 139 | 15.07.2010 18:49 |
| Технологический маршрут обработки корпуса шарового клапана | BaHu4 | Машиностроение | 16 | 26.02.2010 23:44 |
| Нужны чертежи червячных фрез, протяжек для наружной обработки. | TYROK_XXX | Поиск литературы, чертежей, моделей и прочих материалов | 9 | 11.01.2010 02:31 |


